Plating to Gauge or Dimension
 Advanced Plating Technologies offers plate to gauge or plate to dimension for critical applications within the bearing, ammunition, precision machine or fastener industries. Our engineering group welcomes the opportunity to work with design engineers to model the plating process to provide a realistic prediction of plating build across the surface of a part. Modeling of the plating build in this manner facilitates adjustment to as-machined size and tolerances for realistic as-plated part dimensions consistent with design requirements.
Advanced Plating Technologies offers plate to gauge or plate to dimension for critical applications within the bearing, ammunition, precision machine or fastener industries. Our engineering group welcomes the opportunity to work with design engineers to model the plating process to provide a realistic prediction of plating build across the surface of a part. Modeling of the plating build in this manner facilitates adjustment to as-machined size and tolerances for realistic as-plated part dimensions consistent with design requirements.
![]()
Plating to Gauge or Dimension – Common Pitfalls
 The electrolytic plating process is often misunderstood by engineers when working to apply tolerances and pre/post plate dimensions to a print. Electrolytic plating by its very nature deposits in a non-uniform manner; resulting in a thicker deposit on the ends or corners of the part verses the center. This phenomenon is accentuated in products that are long and narrow (such as rods or shafts) and can be extremely vexing for applications where threads or tight tolerances are located at the preferentially plated locations (high current regions) such as the ends of shafts or the edges of bearings.
The electrolytic plating process is often misunderstood by engineers when working to apply tolerances and pre/post plate dimensions to a print. Electrolytic plating by its very nature deposits in a non-uniform manner; resulting in a thicker deposit on the ends or corners of the part verses the center. This phenomenon is accentuated in products that are long and narrow (such as rods or shafts) and can be extremely vexing for applications where threads or tight tolerances are located at the preferentially plated locations (high current regions) such as the ends of shafts or the edges of bearings.
In addition, the various callouts for plating thicknesses are often misunderstood by designers. For example, a callout of “minimum” for a plating deposit requires in most cases that the plating thickness be no less than the specified amount on all surfaces of the part that can be touched by a 0.75” sphere. This type of a callout can result in thicknesses exceeding five times the nominal amount on high-deposit regions of the part such as edges or corners.
Plating build up on threads is a common area that is misunderstood when specifying plating callouts. The pitch diameter of a threaded component will be increased (male threads) or decreased (female threads) according the Figure 1 shown below:
Figure 1: Formula for Thread Build on Plating Threads
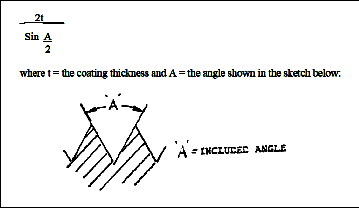
In most standard thread forms, the included angle is 60-degrees, which equates to a thread pitch increase or decrease of four times the nominal plating build. In applications where threads are near the end or corners of a component (such as a long fastener or threaded shaft), the realized plating thickness on lead-in threads can be considerably more than the nominal plating thickness which can result in a thread pitch change of 1 to 2 orders of magnitude (10 to 20 times) the nominal plating thickness. For this reason, discussions of functional surfaces and where plating thickness is inspected is of paramount concern in plating to gauge or dimension applications.
A wealth of information regarding plating thickness is available within the plating topics section of this website. In addition, there are design guides and white papers specific to plating thickness within our Technical Library that can aid designers in adjusting features of a product to maximize deposit uniformity. Our technical sales group welcomes the opportunity to discuss functional surfaces pertaining to the plated deposit. Often, the functional plating surface is separate from a critical part dimensional feature and the two can be properly balanced if they are clearly defined within the print.
Plating to Gauge or Dimension: Process Development Steps
 For applications where there are several critical-to-quality (CTQ) dimensions, Advanced Plating Technologies offers the ability to plate-to-gauge or final dimension of the part. This process generally involves the following steps:
For applications where there are several critical-to-quality (CTQ) dimensions, Advanced Plating Technologies offers the ability to plate-to-gauge or final dimension of the part. This process generally involves the following steps:
- Design Review: Discussion of APT technical sales with the product engineer to understand critical part dimensions and compare against the functional surfaces of the part that require the specified plating thickness.
- Deposit Modeling: Model the anticipated plating build and distribution across the part by APT technical sales and advise the production engineer of the range of deposit thickness that can be anticipated from the heaviest deposit thickness (high current regions) to the lowest deposit thickness (low current regions). Often this discussion involves options that can be provided to maximize deposit uniformity including custom tooling, plating shielding and robbers, plating technique and deposit selection (e.g. electroless nickel underplate in lieu of electrolytic nickel underplate).
- As-Machined Allowance and Inspection Protocol: Adjust the as-machined tolerances of the part to accommodate the anticipated plating build from 2 above and define a thickness inspection protocol and sampling that will measure CTQ dimensions prior to, during, and after the plating process. Various measurement techniques can be utilized including: slide gauges, micrometer/caliper mechanical measurements, thread gauge inspection, pin gauge inspection, x-ray fluorescence thickness inspection, coulometric thickness inspection, and magnetic thickness inspection.
- First Article Qualification: Run first article parts consistent with production methods to validate the process and assumptions from steps 2 and 3 above. This step can be iterative and can involve modifications to tooling, inspection techniques or sampling until product that meets design requirements is attained.
Plating to Gauge or Dimension – Contact APT’s Technical Sales Group
The technical sales and engineering group at Advanced Plating Technologies welcomes the opportunity to discuss your specific plating to gauge or dimension application. Communication at the beginning of a project is invaluable in preventing costly rejects and ensuring that the product critical dimensional requirements and plating thickness requirements are met.
You can contact a member of our technical sales group to discuss your specific application. If submitting a request for quote from our website, a check box is provided for applications to designate products that have critical dimensional or plate-to-gauge requirements.